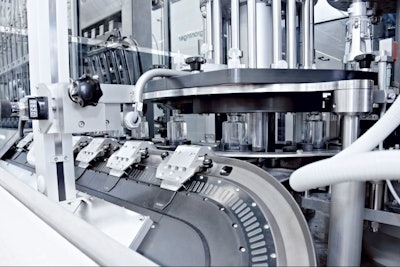
The oval-shaped linear track of the Beckhoff XTS is tilted by 45 degrees relative to the plane on which pucks deliver bottles to a capping station.
Beckhoff
For decades, transport inside packaging machines followed a predictable path. Products moved along mechanically fixed conveyors, indexed by cams, chains, belts, or screws. As servo and stepper technology matured, those conveyors became more precise and programmable, but the underlying architecture remained unchanged. Products still advanced along a fixed path, driven as a group rather than individually.
Linear track and planar motion emerged in response to design pressures that stepper- and servo-driven conveyors could no longer cleanly absorb. Understanding those pressures, and how each architecture addresses them, provides a practical basis for deciding when linear track or planar motion is the right foundation for a new machine design.
Linear motor track systems
A linear motor track system replaces continuous belts or chains with independently driven carriers moving along a guided track. Motion is generated through electromagnetic interaction between a stationary stator embedded in the track and coils mounted to each carrier.Individual components of the Beckhoff XTS Intelligent linear product transport systemBeckhoff
By precisely controlling these magnetic fields, each carrier can be propelled, positioned, and synchronized independently. This electromagnetic drive element, often referred to as a forcer, allows products to accelerate, decelerate, dwell, or sequence differently while sharing the same physical route.
In packaging applications, typical systems operate at speeds of several meters per second, support high acceleration profiles, and deliver repeatable positioning accuracy of hundredths of a millimeter.
Tracks are often implemented as closed loops for continuous flow, but the architecture can also support straight sections, curves, and junctions. These configurations allow carriers to merge, divert, or bypass process stations when the application justifies added design and control complexity.
Compared to stepper- and servo-controlled conveyors, linear track systems enable:
Product spacing changes on the fly
Independent dwell at process stations
Sequencing through different process timings
Higher throughput without adding parallel lanes
Design considerations
Linear track systems introduce additional complexity compared to mechanically linked transport. Independent carriers require more advanced motion control, tighter coordination between mechanics and software, and more sophisticated safety and diagnostic strategies. As a result, a greater share of design effort shifts to the software layer compared with stepper- or servo-driven conveyors.
During commissioning, this flexibility can extend setup time. Motion profiles, spacing logic, and dwell behavior must be validated at the carrier level rather than tuned globally. Software changes still require careful verification to prevent unintended interactions between carriers, stations, and junctions.
From a maintenance perspective, linear track systems reduce some traditional wear points but introduce new considerations. Carriers, guideways, and electromagnetic components must be monitored for alignment, contamination, and thermal effects. Troubleshooting also becomes more software-driven, requiring maintenance teams to work with motion diagnostics and control logic alongside mechanical systems.
Bottom line
Despite the added complexity, linear track systems address packaging trends that mechanically linked transport cannot. Independent carrier control enables smaller, more flexible machine layouts that adapt more readily to changing product and process requirements. Used deliberately, linear track provides OEMs with a powerful way to solve motion and layout challenges without mechanical duplication or compromise.
Core system elements
While terminology varies by supplier, linear motor track systems share a common set of functional elements:
Track and stator – the fixed guideway and stationary electromagnetic drive structure
Carriers (movers) – independently driven elements that transport products
Forcer – the electromagnetic interface between stator and carrier
Position feedback – integrated sensing for precise carrier control
Motion controller and drives – hardware and software coordinating carrier movement
Mechanical interfaces – fixtures or tooling mounted to carriers
Safety and diagnostics – safety-rated motion functions and system monitoring
Case Study: Tissue packaging ups throughput with iTRAK
A tissue packaging machine builder adopted independent cart technology to break throughput limits imposed by mechanically linked transport. While individual process stations were capable of higher speeds, conventional conveyors forced all products to move in a shared cycle, constraining output and reducing overall equipment effectiveness.
Using Rockwell Automation’s iTRAK intelligent track system, the OEM decoupled product motion from the fixed conveyor cycle. Slower dispensing operations no longer dictated line speed. Independently controlled carts enabled variable dwell times and dynamic product spacing, improving line balance and sustaining higher throughput without increasing machine footprint.
Planar motion systems
A planar motion system replaces fixed transport paths with a controllable electromagnetic surface. Motion is generated through interaction between an array of stationary motor tiles and electromagnetic elements embedded in each mover, allowing movers (pucks) to levitate and move freely across the surface without mechanical rails or tracks.
B&R’s modular ACOPOS 6D uses magnetic levitation to bring flexibility and compactness to today’s planar machines.By precisely controlling these magnetic fields, each mover can be positioned, translated, and rotated independently. Products can accelerate, decelerate, dwell, reorient, or change direction while sharing the same motion surface, without being constrained to a predefined route. Movers can operate in coordinated groups to support larger or heavier products, then transition back to independent motion as process requirements change. Some systems also support controlled changes in levitation height, which can be advantageous in filling or handling applications.
In packaging applications, planar systems support rapid multi-axis motion with high acceleration capability and repeatable positioning accuracy within hundredths of a millimeter, while enabling controlled rotation as part of the transport process.
Planar systems are built from modular motor tiles that define the usable motion area. The surface can be expanded, reshaped, or reconfigured through tile layout and software changes, allowing products to move, merge, queue, or bypass process stations anywhere within the defined area when the application justifies the added system complexity.
Compared to stepper- and servo-controlled conveyors, planar motion enables:
Compact machine designs that collapse transport and process space
Freeform routing without fixed paths
Integrated product orientation during transport
Rapid layout reconfiguration through software changes
Design considerations
Planar motion systems introduce additional complexity beyond both conveyors and linear track. The control architecture is heavily software-driven, requiring precise coordination of multi-axis motion, levitation control, and collision avoidance across the entire motion surface. As a result, system design places greater emphasis on controls engineering, simulation, and safety integration.
During commissioning, planar systems require careful validation of motion envelopes, routing logic, and orientation behavior at the individual mover level. While layout changes are largely software-based, each change must be verified to ensure stable levitation, repeatable positioning, and predictable interaction among movers operating in close proximity.
From a maintenance perspective, planar systems reduce mechanical wear associated with rails, belts, and chains but introduce new considerations. Motor tiles, movers, and cooling systems must be monitored for contamination, thermal loading, and electromagnetic performance. Troubleshooting is primarily software-centric, requiring maintenance teams to rely on diagnostics, system logs, and motion visualization tools alongside traditional mechanical inspection.
Bottom line
Despite the added complexity, planar motion systems address packagingMagnetic levitation technology makes it possible to move and manipulate products with six degrees of freedom, including levitation height. challenges that path-based transport cannot. By eliminating fixed routes, planar motion enables machine architectures that are more compact, more adaptable, and better suited to high product variability without mechanical rework. Planar motion gives OEMs a distinct tool for solving transport, orientation, and layout problems that would otherwise require significant mechanical compromise or parallel equipment.
Core terminology
As with linear track systems, terminology varies by supplier, but planar motion systems share a common set of core terms engineers will encounter:
Motor tiles – modular electromagnetic units that form the motion surface
Tile array – the assembled field of tiles defining the usable motion area
Planar stator field – the combined electromagnetic surface generated by the tile array
Movers (pucks) – levitating elements that carry tooling or fixtures
Levitation gap – the controlled air gap between movers and the tile surface
X-Y-Theta control – independent control of planar position and rotation
Case Study: SOMIC increases flexibility with planar
A German packaging OEM applied planar motion to address growing demands for flexible secondary packaging, where products must be sorted, mixed, and oriented before case packing. Conventional conveyor-based transport limited the ability to handle varied product combinations without adding mechanical complexity or multiple transfer steps.
By integrating a planar motor system into its CORAS packaging machine, SOMIC Packaging enabled products to move independently across a two-dimensional surface. This allowed dynamic sorting, grouping, and orientation within a compact footprint, simplifying machine layout while supporting gentle handling and rapid reconfiguration for different packaging formats.
 Individual components of the Beckhoff XTS Intelligent linear product transport systemBeckhoff
Individual components of the Beckhoff XTS Intelligent linear product transport systemBeckhoff
















